Koordinācijas mašīna: apraksts
Koordinācijas mašīnā var būt 3 vai vairāk asis. Vienkāršākā gadījumā tas ir horizontāls, vertikāls un rotācijas virziens. Optimālais risinājums ir 5 koordinātu sistēmas, kas ļauj apstrādāt vissarežģītākos produktus. Lai iegūtu specializētāku pielietojumu esošajās asīs, var pievienot papildu slīpi vai rotējošus mehānismus.
Daudzu asu sistēmu mērķis
Koordinācijas mašīnai ir neatkarīgas asis,novirzot instrumentu un tā daļu. Papildu asīs ir spiedpogas mezgls, galda pagriešanās, mehānismi izkraušanai un tvertņu iekraušanai. Kontrole tiek veikta no mašīnas vadības.

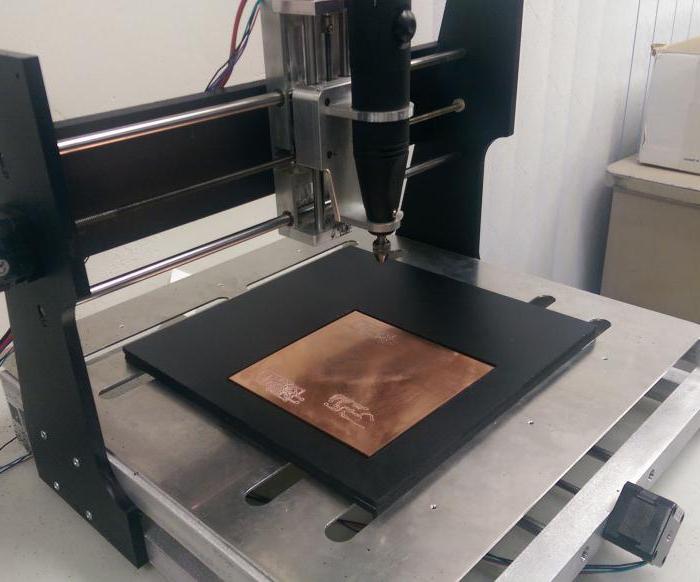
Koordinācijas mašīnai ir šāds nosaukumspateicoties precizitātei, ka caurumi uz apstrādājamās detaļas tiek novietoti pa jebkuru sistēmas asi. Kā likums, galds pārvietojas divās koordinātās, un rīks pārvietojas vertikāli pa trešo. Pievienojiet iespēju pagriezt pašu daļu un mainīt slīpi virsmu.
Koordinācijas mašīna ir aprīkota ar divām papildu asīm, kas pārvieto instrumentu divu koordinātu sistēmā, kas ļauj veikt pat viskomplicētākās rievas un caurumus.
Klasiskie apzīmējumi
Visas koordinātu mašīnas ar CNC izmēģinātražot ar standarta asu nosaukumiem. Tomēr ražotājs pēc saviem ieskatiem var mainīt burtu apzīmējumu. Ir noticis, ka horizontālā kustība ir saistīta ar latīņu burtu X, Y bieži darbojas kā vertikāla projicēšana, bet 5 koordinātu sistēmās šī ass ir galda kustības otrais virziens.
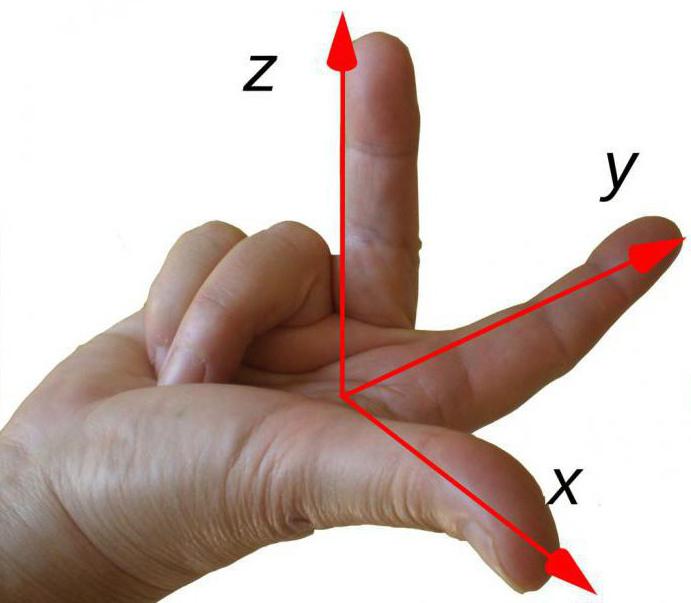
Pārvietojas vertikāli un virzienāInstrumenta kustība uz daļu ir apzīmēta ar latīņu burtu Z. Turklāt pozīcijas skaita palielinājums palielinās ar apstrādājamā priekšmeta virzienu. C asi bieži dēvē par rotācijas kustību, biežāk šo apzīmējumu izmanto cilindriskās apstrādes procesā.
Papildu asis tiek piešķirts saskaņā aralfabeta turpināšana. Tomēr instrumenta rotācijas disks ir piešķirts burts A. Pretsvārpstu sauc par burtu E. Iekārtas ražotājs izvēlas papildu vārdus atbilstoši savām vēlmēm.
Aksiālo sistēmu variantu dažādība
Koordinātu frēzēšanas mašīna kļūst arvien lielākadārga ar katru pievienoto asi. Pārvietojot instrumentu divās koordinātās, tiek piedāvātas lieliskas iespējas īstenot griešanu grūti sasniedzamās vietās. Tomēr tas būtu jāpamato no tehnoloģiju viedokļa.

Bieži vien instrumenta rotācija pati par sevisamazina visas konstrukcijas stiprību, un šādas sistēmas kļūst mazāk izturīgas. Jo mazāk kinemātiskie savienojumi ir, jo ticamāk kļūst mašīna, un tā spēj apstrādāt vairāk cieto materiālu. Racionalizēts risinājums nav papildināt instrumenta rotāciju, bet izvēlēties modeļus ar rotējošo galdu.
Ar pēdējo mašīnas versiju, vairākliels mezgls, bet šāds modelis, bez šaubām, būs dārgāks. Tomēr koordinātu urbšanas mašīnas būtiska īpašība joprojām ir: konstrukcijas stingrība un uzticamība. Šis parametrs samazinās, apstrādājot daļas svara ziņā, kas pārsniedz parastos parametrus.
Daudzasu sistēmu funkcijas
Koordinātu urbšanas iekārta ļauj iegūt sarežģītas detaļas:
- Pins, caurumi nestandarta formā.
- Formas virsmas, virsbūves produkti.
- Zirgi, zobrati, lāpstiņi, rotori.
- Viegli izstrādājiet stingrinātājus.
- Atveres jebkurā projekcijā dažādos leņķos, rievās, diegi.
- Visas sarežģītās detaļas, kurām nepieciešama izliekta apstrāde.
- Vienā ciklā ir iespējams pilnīgi apstrādāt visu sagataves virsmu.
Nesen vakuumsgaldi, kur sagatavot materiālu ar gaisa padevi. Klasiskās siksnas vairs netiek izmantotas, kas samazina laiku, lai iegūtu un uzstādītu jaunu sagatavi.
Pilnīgs ražošanas process
CNC koordinātu frēzmašīna darbojasstandarta algoritms. Pirmkārt, nākamās daļas modelis tiek veidots uz papīra vai personāla datora. Tālāk, izmantojot programmu, izmēri un ceļi tiek pārsūtīti uz vektorgrafikas veidu, ko mašīna saprot. Programmētājs nosaka instrumenta kustības virzienu, ievieto tehnoloģiskās pauzes. Atlasa instrumenta tipu, apstrādes ātrumu, rotācijas asu atrašanās vietas precizitāti.

Pēc modeļa pārveidošanas par mašīnu kodiemIekārta ir gatava sagriezt daļu. Bet pirms tam, jums ir atkļūdot programmu. Pirmkārt, iegūto rezultātu kustību 3D pārbaude un kontrole. Tad, ar ierobežotu piegādi, automatizācijas cikls tiek palaists bez galvenā mezgla - vārpstas rotēšanas. Ja viss iet gludi un bez kustības trajektorijas novirzes, tad sākas daļas griešana.
Jāatceras, ka neviens CNC mašīna nevarfiziski ir aizsardzība pret nezināšanu. Labākajā gadījumā ražotāji nodrošina mīkstas drošības savienojumus pret mehāniskiem bojājumiem. Bet pat šāds neliels sadalījums var izraisīt ilgu iekārtu dīkstāvi. Tādēļ visiem skaitļiem, kas ievadīti apstrādes programmā, jābūt jēgpilniem un aprēķinam. Līdzīgi, kad tiek korektori pievienoti instrumenta nodilumam un kompensācijai pret sāniem.
Rīki programmu izveidei un eksportēšanai uz mašīnu
Koordinātu mašīna, kā parasti, iriekšējā atmiņa un standarta saskarņu komplekts, kas ļauj jums "plūst" kontroles programmas, izmantojot savienotājus: USB, COM, Flash-card, Ethernet, bezvadu metodes. Visi uzskaitītie programmu ierakstīšanas veidi ir opcijas un pievieno slodzi aprīkojuma izmaksām. Visvienkāršākajā gadījumā iekārtu var vadīt, izmantojot veco datoru ar uzstādīto vadības karti un attiecīgo programmu. Šī ieviešana ir vispieejamākā, bet, lai organizētu visu mezglu pareizu darbību, darbgaldu konstrukcijas jomā ir nepieciešamas ievērojamas zināšanas.

Lai izveidotu kontroles kodus, izmantojietCAD / CAM lietojumprogrammas. Viņu izvēle ir milzīga, turklāt ir arī bezmaksas iespējas no vadošajiem darbgaldu ražotājiem. Tomēr detaļu sērijveida ražošanā ir nepieciešama visa darbinieku komanda, kas sastāv no dizainera, programmētāja, tehniķa un remontdarbnīcas. Kā liecina prakse, viena persona nevar vienlaikus iesaistīties automatizētajā ciklā un veikt izmaiņas pašreizējā apstrādes procesā. Izmantojot lietojumprogrammas, šī iespēja ir daļēji radušās, bet līdz šim nav vispārēju līdzekļu, kas izslēgtu cilvēku līdzdalību gala produkta parametru aprēķināšanā.
Tehnoloģiskā apstāšanās
Atcelšanai ir nepieciešami daļēji apstrādes pauzeuzkrāto SOBI un mikroshēmas no griešanas zonas, lai kontrolētu parametrus un instrumenta integritātes ārējo pārbaudi. Tie ir nepieciešami arī intensīvai apstrādei, kad ir vajadzīgs laiks, lai atdzesētu apstrādātās produkta karsētās daļas.

Automātiskais apstājas programmētājsdarbības apstiprinājums no operatora. Tas ir tāds, kā darba laikā tiek novērots darbinieka tuvums mašīnai. Papildus tam tiek ieviesta pauze, lai kontrolētu satvērējierīču drošību izkraušanas laikā vai pēc sagataves iekraušanas.
Piemērošanas joma
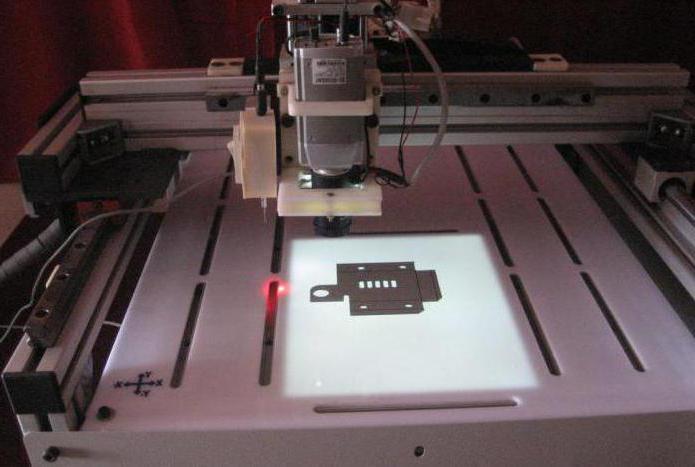
Daudzu asu mašīnas ir pieprasītas praktiskijebkura metāla izstrādājumu, mēbeļu, plastmasu, unikālu izstrādājumu ražotāja. Visvairāk koordinātu sistēmas ir atrodamas automobiļu un gaisa kuģu būvē, kosmosa industrijā. Arī šādas mašīnas var redzēt griešanas loksnes materiālu vietās.
Vertikālie daudzu asu centri ir mobili un viegliir uzstādīti uz līdzenas virsmas jaunā vietā. Ražotāji paredz iespēju modernizēt aprīkojumu, pievienojot asis, attiecīgi palielinot atmiņu, izejmateriālu skaitu interfeisa kartēs. No 3 asu centra jūs varat viegli iegūt 5 vai 6 asu sistēmas.
Mašīnu veidi
Daudzu asu sistēmas tiek izmantotas ne tikai urbumu un metālapstrādes ražošanai. Koordinātu pārvaldību var īstenot šādiem mērķiem:
- Uz līdzīga principa tiek veidota koordinātu slīpēšanas mašīna.
- Karšu iespiešanas sistēmai var būt līdzīga struktūra.
- Automatizācija automobiļu un citu detaļu krāsošanai.
- Veidlapu aizpildīšana ar dažādiem materiāliem tiek veikta uz režģa.
Pamatojoties uz gatavu mašīnu, pastāvrisinājumu kopums šauriem uzdevumiem ražošanā. Ražotāju uzņēmumu speciālisti spēj precizēt dažus modeļus un nodrošināt tos ar robotiem, kompresēm, lai turētu detaļas vai veiktu sarežģītāku projektu.
</ p>