Pagriešanas režīms: griešanas elementi un koncepcija
Viena no daudzfunkcionālām apstrādes metodēmmetāli griežas. Ar to palīdzību, roughing un apdares tiek veikta ražošanas vai remonta daļas. Procesa optimizācija un efektīvs kvalitatīvs darbs tiek panākts, racionāli izvēloties griezējierīces.
Procesa funkcijas
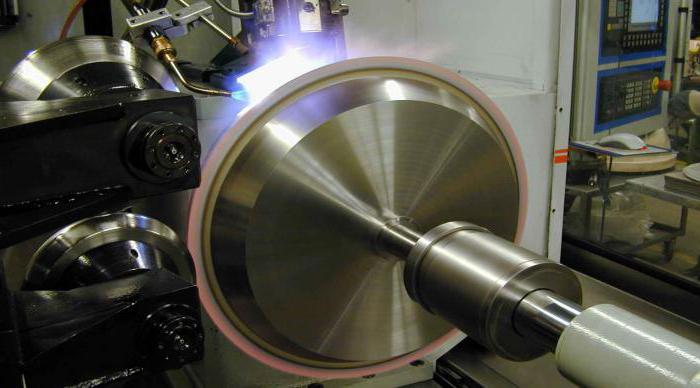
Virpšana tiek veikta pēc īpašasdarbgaldi ar griezēju palīdzību. Galvenās kustības tiek veiktas ar vārpstu, kas nodrošina tam piestiprinātā objekta rotāciju. Barošanas kustības tiek veiktas ar instrumentu, kas ir fiksēts atbalstā.

Galvenie raksturīgo darbu veidi ir: gala un formas slīpēšana, urbšana, apstrādes rievas un rievas, griešana un griešana, vītņošana. Katrs no tiem tiek papildināts ar atbilstošu inventarizācijas produktīvām kustībām: ietves un spītīgs, formas, urbšanas, atgriezušās, nogrieztas un vītņotas grieznes. Dažādu veidu mašīnām var rīkoties ar maziem un ļoti lieliem priekšmetiem, iekšējām un ārējām virsmām, plakanām un lielām sagatavēm.
Galvenie transporta veidu elementi
Griešanas režīms pagriešanai irmetāla griešanas mašīnas parametru komplekts, kura mērķis ir panākt optimālus rezultātus. Tie ietver šādus elementus: dziļumu, padeves ātrumu, frekvenci un vārpstas ātrumu.
Dziļums ir metāla biezumsuz vienu caurlaidi (t, mm). Atkarībā no norādītajiem tīrības rādītājiem un atbilstošo raupjumu. Neapstrādātiem projektiem t = 0,5-2 mm, apdares - t = 0,1-0,5 mm.
Feedrate ir instrumenta ceļojuma attālums iekšāgarenvirziena, šķērsvirziena vai taisnleņķa virzienā attiecībā pret vienu apstrādājamā izstrādājuma apgriezienu (S, mm / apgriezienu). Svarīgākie tā noteikšanas parametri ir virpošanas instrumenta ģeometriskās un kvalitatīvās īpašības.

Vārpstas rotācijas biežums ir tā galvenās ass apgriezienu skaits, uz kuru sagatavo materiālu, kurš tiek veikts laika periodā (n, r / s).
Ātrums ir vienas sekundes caurlaides platums, norādot dziļumu un kvalitāti, ko nodrošina frekvence (v, m / s).
Pagrieziena jauda ir patērētās jaudas indikators (P, H).
Biežums, ātrums un spēks ir vissvarīgākiePagriešanas režīma bloķējošie elementi rotācijas laikā, kas nosaka gan optimizācijas parametrus konkrēta objekta apdarei, gan visas mašīnas darbības ātrumu.
Sākotnējie dati
No sistēmas pieejas viedokļa pagrieziena processvar uzskatīt par sarežģītas sistēmas elementu netraucētu darbību. Tie ietver: virpu, rīku, sagatavi, cilvēka faktoru. Tādējādi faktoru saraksts ietekmē šīs sistēmas efektivitāti. Katrs no tiem tiek ņemts vērā, ja griešanas režīma pagriešanas laikā ir nepieciešams aprēķināt:
- Iekārtas parametriskās īpašības, tā jauda, vārpstas rotācijas regulēšanas veids (pakāpieni vai bezsvars).
- Rūpnīcas fiksēšanas metode (izmantojot priekšējo plāksni, priekšējo plakni un lunīti, divas lunetes).
- Apstrādātā metāla fizikālās un mehāniskās īpašības. Tas ņem vērā tā siltumvadītspēju, cietību un izturību, ražoto mikroshēmu veidu un tā darbības raksturu attiecībā pret inventāru.
- Instrumenta ģeometriskās un mehāniskās īpašības: leņķu izmēri, turētāji, rādiuss augšpusē, grīdas malas izmērs, tips un materiāls ar atbilstošu siltuma vadāmību un siltuma jaudu, triecienizturība, cietība, izturība.
- Iepriekš iestatīti virsmas parametri, tostarp to raupjums un kvalitāte.

Ja tiek ņemtas vērā un racionāli aprēķinātas visas sistēmas īpašības, kļūst iespējams panākt maksimālu tā darbības efektivitāti.
Pagrieziena efektivitātes kritēriji
Pagrieztas detaļasapdares darbi bieži ir atbildīgo mehānismu sastāvdaļas. Prasības tiek izpildītas, pamatojoties uz trim galvenajiem kritērijiem. Vissvarīgākais ir katra no tiem maksimālais sniegums.
- Griezējinstrumentu materiālu un sasmalcinātā objekta korespondence.
- Piegādes optimizācija, ātrums un dziļums starp otru, maksimālā produktivitāte un apdares kvalitāte: minimāla raupjums, veidņu precizitāte, trūkumu trūkums.
- Minimālās resursu izmaksas.
Griešanas režīma pagriešanas procedūra griešanas laikā tiek veikta ar augstu precizitāti. Tam ir vairākas atšķirīgas sistēmas.
Aprēķinu metodes
Kā jau minēts, pagriešanas režīms pagriešanaiapstrādei ir jāņem vērā daudz dažādu faktoru un parametru. Tehnoloģiju izstrādes procesā daudzi zinātnieki ir izstrādājuši vairākus kompleksus, kuru mērķis ir aprēķināt optimālos griešanas režīmu elementus dažādiem apstākļiem:
- Matemātiskā. Nosauc precīzu esošo empīrisko formulu aprēķinu.
- Graphoanalytical. Matemātisko un grafisko metožu apvienošana.
- Tabulā Atbilstīgi noteiktajiem darba apstākļiem atbilstošu vērtību izvēle īpašās kompleksās tabulās.
- Dzinējs Programmatūras izmantošana.
Vispiemērotāko izvēlas izpildītājs izvēlas atkarībā no piešķirtajiem uzdevumiem un masveida ražošanas procesa.
Matemātiskā metode
Analizē griešanas režīmuspagrieziens Formulas ir vairāk un mazāk sarežģītas. Sistēmas izvēli nosaka kļūdaino aprēķinu rezultātu īpašības un pieprasītā precizitāte, kā arī pati tehnoloģija.
Dziļumu aprēķina kā sagataves biezuma atšķirību pirms (D) un pēc (d) apstrādes. Gareniskajam darbam: t = (D-d): 2; un šķērsvirzienā: t = D - d.
Pieļaujamo piegāžu nosaka pakāpeniski:
- skaitļi, kas nodrošina nepieciešamo virsmas kvalitāti, Svilna;
- barošanas ātrums, ņemot vērā instrumenta īpašības, Sp;
- Parametra vērtība, ņemot vērā daļas nodrošināšanas pazīmes, Sbērni.
Katrs numurs tiek aprēķināts no atbilstošāformulas. Kā faktiskā barība tiek izvēlēta mazākā no iegūtajām S. Ir arī vispārēja formula, kurā tiek ņemta vērā instrumenta ģeometrija, norādītās griešanās dziļuma un kvalitātes prasības.
- S = (Cs* Ry* rtu): (tx* φz2), mm / apgr.
- kur Cs - Materiāla parametriskās īpašības;
- Ry - norādītais raupjums, μm;
- rtu - rādiuss pagrieziena rīka augšdaļā, mm;
- tx - pagrieziena dziļums, mm;
- φz - leņķis instrumenta galā.
Spirta rotācijas ātruma parametri tiek ņemti vērā dažādās atkarībās. Viens no pamatprincipiem:
v = (Cv* Kv): (Tm* tx* Sy), m / min, kur
- Cv - komplekss koeficients, daļas, rīka, procesa apstākļu materiāla vispārināšana;
- Kv - papildu koeficients, kas raksturo pagriešanās pazīmes;
- Tm - darbarīka mūžs, min;
- tx - griezuma dziļums, mm;
- Sy Barošanas ātrums, mm / apgriez.
Vienkāršotos apstākļos un aprēķinu pieejamības nolūkā var noteikt izstrādājuma pagriešanas ātrumu:
V = (π * D * n): 1000, m / min, kur
- n ir mašīnas vārpstas ātrums, apgriezieni minūtē.
Izmantotās iekārtas:
N = (P * v): (60 * 100), kW, kur
- kur P ir griešanas spēks, H;
- v - ātrums, m / min.
Iepriekš minētā procedūra ir ļoti darbietilpīga. Ir dažādas dažādas sarežģītības formulas. Visbiežāk ir grūti izvēlēties pareizos, lai aprēķinātu griešanas režīmus pagriešanai. Šeit ir sniegts universālāko piemērs.
Tabulas metode
Šīs iespējas būtība ir tā, ka rādītājielementi ir norādīti normatīvajās tabulās saskaņā ar sākotnējiem datiem. Ir saraksts ar katalogiem, kuros tiek norādītas barības vērtības atkarībā no instrumenta parametriskās īpašības un sagataves, instrumenta ģeometrijas, norādīto virsmas kvalitātes rādītāju. Pastāv atsevišķi standarti, kas satur maksimāli pieļaujamās robežas dažādiem materiāliem. Sākotnējie faktori, kas nepieciešami ātruma aprēķināšanai, ir ietverti arī īpašās tabulās.

Šo metodi izmanto atsevišķi vaivienlaikus ar analītisko. Tas ir ērti un precīzi, piemērojot vienkāršu detaļu sērijveida ražošanu, atsevišķās darbnīcās un mājās. Tas ļauj jums darboties ar digitālajām vērtībām, izmantojot minimālo piepūli un kritērijus.
Grafoanalīzes un mašīnu metodes
Grafiskā metode ir palīgdarbības unpamatojoties uz matemātiskiem aprēķiniem. Aprēķinātie rezultāti ir attēlots valdīšanas laiks, kad rascherchivayut līnija un darbgaldu un papildu elementiem, kas nosaka ar viņu. Šī metode ir ļoti sarežģīta sarežģīta procedūra, kas partijas ražošanai ir neērta.
Mašīnas metode ir precīza un izdevīga izvēlepieredzējuši un iesācēju turneri, kas paredzēti, lai aprēķinātu griešanas režīmus pagriešanai. Programma nodrošina visprecīzākās vērtības atbilstoši dotajiem sākotnējiem datiem. Tajos jāietver:
- Koeficienti, kas raksturo apstrādājamā materiāla materiālu.
- Indikatori, kas atbilst instrumentālā metāla iezīmēm.
- Virpošanas instrumentu ģeometriskie parametri.
- Iekārtas skaitliskais apraksts un apstrādājamās detaļas nostiprināšanas metodes.
- Apstrādājamā objekta parametriskās īpašības.
Grūtības var rasties skaitliskā stadijāsākotnējo datu apraksts. Pareizi tos iestatot, jūs varat ātri iegūt visaptverošu un precīzu griešanas režīmu aprēķināšanu, lai to pagrieztu. Programmā var būt neprecizitātes darbā, taču tās ir mazāk nozīmīgas nekā rokasgrāmatas matemātiskā versija.

Griešanas režīms pagriešanai - svarīgsdizaina raksturlielums, kas nosaka tā rezultātus. Vienlaikus ar elementiem tiek izvēlēti instrumenti un dzesēšanas smērvielas. Pilnīga un racionāla šī kompleksa izvēle ir speciālista zināšanu vai viņa neatlaidības indikators.
</ p>




